

- > �豸���¡���ѹ���У���Թܵ���...
- > ����ܵ��������������Щ���IJ�...
- > ���ͻ�����������¶��ʹ�÷�����...
- > ΪʲôҪ���¯¯ˮ�м������Σ�...
- > ������ϴװ����������������ϴЧ...
- > ��¯����������̻���������...
- > ��װ��������Ӱ�찲ȫ������йѹ...
- > �����ȫ��������������Ҫע��ʲ...
- > �������ͻ�����������Щע������...
- > ������ϴװ����������ʱ����ж�...
- ��ʱ��û������
��ʽ¯��������̨����������Ľ�Ӧ��
��ժҪ�����Ĵ��ʸ���������ʽ¯��������̨�������������״�����ڵ�����Ľ���Ŀ�Ľ����˽��ܺͷ��������������Ϳ�������ԭ������������ֳ�ʵ�ʣ�������������Ľṹ�����˸Ľ�,�ﵽ��Ԥ��Ч����Ϊ���ǽ�һ�������������������춨�˻�����
���ؼ��ʡ��r��̨����������Ľ�Ӧ��
1����������Ľ���Ե��
�ڽ�������������Ľ�֮ǰ,�ȶ��ʸ���������ʽ¯����������������Ҫ˵��������֮ǰ,������ʽ¯���������ȼ�������ʼΣ�����彡���������dz����������������������Ҫ�������������
�������ڲ����ϵͣ�����ʱͬʱͶ��ķ��������,�������е�Ƶ�ʽϵͣ��������ȼ����㰲ȫ��������Ҫ����������������û�����������£���������¯̨�������Ӻ�����35������ӵ�60��֣�������̨������û�д�����ӣ����Ҫ��ӿ���ȴ�ٶȣ��������е�Ƶ��Ҳ��Ӧ�ӿ졣��������ԭ��ƺܽ��գ���������ܼ������磬���ܳ���100m���Ҿ���30̨15KW����̨���ͬʱ�������ҷ����Ϊ��ͨ������������ӿ�������ѧ�۵㿴��������������ͽϴ������ʱ��ԭ�����������̨�������ڵ�λ�ã�������4������̨��������ʹ�������ڿ���Сһ�룬�����4������ڵ����ٳɱ����ӣ���������������ǰ�����հ��г������п�г���������ʽ¯�����Ͷ��ƫ��,�����豸�ּ��ٶ�Ҳ�������������������ȼ�������������ʼΣ�����彡����ԭ���ر�������̨�������������������������ء�
Ŀǰ������������ʱ�������ַ��24̨����ȴ�ַ��38̨������̨���34̨�����̷��4̨��������4̨,¯̨ѭ�����39̨����������,Լ��120̨���ͬʱ��ת������������������������Ҫԭ��
��������̨��ȴ�־��ķ�ʽ��:��ÿ5���־��Ѷ�������̨�ϣ��߶�10�����ң��ɷ���������϶Ը־�������ȴ��Ҫ���ѹ������ٽϸߣ�������24Сʱ��ʹ�����־���100Y����50Y��To
Ϊ�����յ�������������������Ч��,����֤,������������װ�õIJ��ֿ�ʼ�Ľ������û���ֻ������̨�����װ�����������װ�ã���������̨����������ĸĽ��������ճ̡�
2�����������״���Ľ��ı�Ҫ��
2.1��״
��ʽ¯����̨�����Ϊ�����˻��ĸ־�������ȴ��Ϊ�µ������������̨�����������������Ϊ�������������,Ϊ���������ṩ�Ϻõ����������Դﵽ��ȫ������������Ҫ�����ڻ�������̨�����������Ͷ������ʹ�������Ѵ�ʮ�꣬����������ϻ��������أ����·��������ʱ�����ܴ�����,���ֳ�������ά����������,�������ֳ���ҵʱҪ���������й�����2006��7��18���ʸ�����������ʽ¯����̨�����ⶨ�ͼ�¼������1��
��1��ʽ¯����̨������¼������dB(A)
�������AC31.563125250500Ik2k4k8k16k
��������~8995808078_63__878481746340˫����899576787689838073646458��������,��̫����ǿ�Ȳ�������������ʹ��������;���������������õ��������ʲ����ǰ,����������ṹ
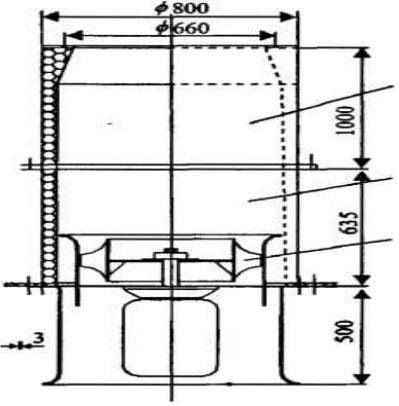 ͼ1����ǰ������̨����������ṹʾ��ͼ
ͼ1����ǰ������̨����������ṹʾ��ͼ
2.3����ı�Ҫ�Ժ�Ҫ��
����GBZ1-2002���ҹ�ҵ��ҵ�����������������������������������ֵ�������¹涨���������2����2���ҹ�ҵ��ҵ��ƹ�����������������������ֵ����������(dB)858891949710010����ʱ��(H)84211/21/41/8,������������ֵ���ܳ���115�ֱ�������8Сʱ�����ƣ���ʽ¯��������Ӧ���͵�85�ֱ����£����ܻ�����ְ֤�������彡�������ˣ�������ҳ���ʽ¯����̨������������г��ٻ��о����졣
3�Ľ���ԭ���ʹ�ʩ
����������������ʽ¯����̨�İ�װ�ռ��ʵ�������û���ʺ���ʽ¯����̨�����������ѡ����Ҫ����������졣ͨ����ʯ����ұ����ҵ���ڹ�������������ҵĽ���,�ӷ�����������Ϳ���ԭ������,�����ʽ¯����̨���Է�����ȷ���˸Ľ���ʩ��
3.1��������ԭ��
ͨ�����һ����������תʱ����������������Ҫ�������������������ͻ�е���������֣����п���������������ǿ�ȴ�ѹ��Խ�ߣ�Ҷ��Բ��
�ٶȴ�������Խ��
3.2��������ԭ��
�������Ƶ�һ�㷽����:��1��������Դ�Ͽ���ͨ���������������õ�ͨ������ǻ�õ��������������ķ�������2���ڴ���;���Ͽ���ͨ�����������ͨ��������У����������ڷ���Ŀ�������������ǿ�ȴ����Կ���ͨ�������,��Ӧ���ⲿ����������������ͨ������������ڰ�װ������������ͨ�����������Ч��ʩ��
3.3����������Ľ���ʩ
3.3.1���ƽ��ʵ����٣�ʹ����������������������ԭ����40m/s������25m/s,�Ա��������������������취:�Ӵ�ܵ�ͨ����ʹԭ������ͨ����800mm����1200nun0
3.3.2���������ܵ����ȣ�ʹ���������������㹻�Ӵ�ʱ�䡣����취:��ԭ���ܳ�1635mm�ӳ���2950mm��
3.3.3�ı�ṹ��ʽ�������迹������������������Ч������Ŀǰ���������Ƶ�η�����������������������,������ͨ��������ײ��ϵĹܵ�ʱ����������������������С���ڵĿ�����������һ�������������ڿ˷�Ħ�����������ͻ�䣬�Դﵽ���и�Ƶ���������ա����ÿ��������������ùܵ�����ͻ�䣬���迹�ı仯,ʹ�عܵ���������������Դ�������ȥ���Դﵽ�Ե���Ƶ���������ա�
3.3.4�ʵ����ӱں��Դﵽ�����������ĸ��ԣ�ԭ�����������ڱڱ������������ת��ʱ����������,��������Դ��
3.3.5�ʵ��ı����������ϣ�ԭ���������ڼ�������̼ͨ�֣�̼�������������,ʧȥ������Ч��;����ò�����Ժ�,���������������
3.3.6���ӽ���������ʹ����������ǰ����������ͬʱ��Ч����������������ת������������
3.4����������ṹԭ��
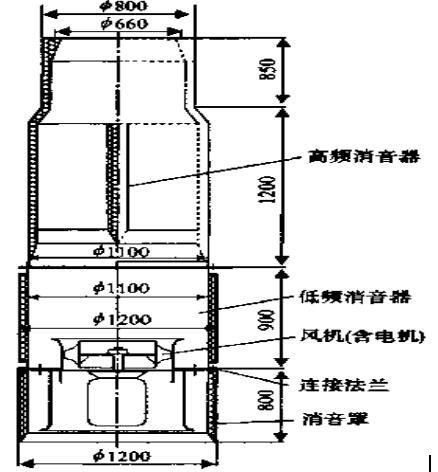 ��������������������迹����ʽ������������������Ƚ��뿹�������ң���������Ƶ����;�ٽ�������Բ����,�������ߵ�Ƶ������������Ϊ����Ч�������ķ�ˮ��ϸ�����ޣ����װ�Ϊ��ʴ���������������IJ���֡���˱���������������Ƶ����������Ч���ã����ɿ���ʴ�����µ������������Ľ��������������ṹʾ��ͼ����ͼ2��
��������������������迹����ʽ������������������Ƚ��뿹�������ң���������Ƶ����;�ٽ�������Բ����,�������ߵ�Ƶ������������Ϊ����Ч�������ķ�ˮ��ϸ�����ޣ����װ�Ϊ��ʴ���������������IJ���֡���˱���������������Ƶ����������Ч���ã����ɿ���ʴ�����µ������������Ľ��������������ṹʾ��ͼ����ͼ2��
3.5�豸����Ҫ����
3.5.1���ա���ҵ�ܵ�����ʩ�������չ淶��
ͼ2���������̨����������ṹʾ��ͼGB50236���ֳ��豸����ҵ�ܵ����ӹ��̼����չ淶�����������ա�
3.5.2���Ӳ����ֹ��绡����̼��֮�����J422������̼���벻���֮���Լ�������벻���֮�����A102����,����������;������治�ó������ơ�ҧ�ߡ����ס����ӡ�δ���Ⱥ���ȱ�ݣ��Ǻ��캸�Ÿ߶Ȱ��ϱ������ִ�С�
3.5.3���庸����ϣ����������©���飬����©Ϊ�ϸ�3.5.4�豸�ı�������ɰ����,��ȫȥ��ë�̡������罦��ܼ�����ʴ�����䡢�۹����ҳ�����֬�����ۺ���������;�װ���洦����,ɰ���ͻҳ���Ӧ�������һ���������״���4Сʱ֮��Ϳ��һ������Է��ٴα���ʴ����Ⱦ��
3.5.5���ᰴ��Ҫ���ṩ��ɫ�����ᡣ
3.5.6��̨�����������������Ϊ:�����쳧��δʹ��������������ȫ��ת�������������ȼ��밲װ���������������ͬһλ�õ������ȼ�֮��35dB��A�����ϡ�
4�ϻ�ʹ��״���Ͳⶨ���
��2006��12�µ�2007��1�½����ֳ���װ��������34̨��������������������Ը��ơ�ͬʱ��ͨ����ⲿ�Ŷ�βⶨ����2006��7��18�ղ��Ե�
�ֲ������ȡ����ѿ�ֲ��Ͼ��ȡ�
�Ա��ս������,�ѳ�����ʰ����μ�������״�����ṹΪ��������Ʒ�ʰ����ξ���״�����߽ϻ����ս����Ʒ����10%~15%����˵���ѳ����������ľ����Ͻᾧ����֡��Ѵ�������Fe2O3���������γɽ�֯�ṹ��������һ�壬�������ڸ����ս��ǿ�ȡ�������ս����ȣ������ξ���ϸ��,�ɶ̰�״��չ��Ϊ���������״�ṹΪ��,���Ϊ��״������״�ṹ�������ڸ����ս��ĵ��»�ԭ�ۻ����ܡ�
4.2�ս��ұ�����ܷ���
•�ս��ұ�����ܵIJⶨ����������ս��ĵ��»�ԭ�ۻ�����(RDI.3,15)�õ����ơ����»�ԭת�ĺ�-3.15mm����������71.36%�ֱ��½���64.85%,��Ӧ������6.51���ٷֵ�;�ս�����Ի�ԭ��(RI)��ԭ����82.62%��ߵ�87.43%���Աȵ��ս����»�ԭ�ۻ�����(RDI.3.15)����ԭ��(RI)�IJⶨ�������7
|
��7 |
�ս����»�ԭ�ۻ��ʼ���ԭ�ʽ�� | |||||
|
�� �� |
�ս����»�ԭת�ĺ���������/% |
RDJ.m /% |
RI /% | |||
|
+6.3mm |
6.3~3.15mm |
3.15~0.5mm |
-0.5mm | |||
|
���� |
8.44 |
20.21 |
49.69 |
21.67 |
71.36 |
82.62 |
|
�Ա��� |
11.51 |
23.64 |
45.29 |
19.56 |
64.85 |
87.43 |
|
�Ƚ� |
+3.07 |
+3.43 |
-4.40 |
-2.11 |
-6,51 |
+4.81 |
�����ˮ���ڸ����������У��Ը�ָ��Ӱ��������Դ�����ˮ��ָ�������ߣ��ս���Ʒ�����½����ս�����ϵ������ߡ���ȶ��ս�ָ���Ӱ�������������,���Ը����ս����ݶԱ�(����3)����Ϊ�������������ﵽ��Ԥ��ʹ��Ч����
��3�������������ǰ�������������ݶԱȱ�
|
���Ե� |
������˫���� |
������� | |
|
����ǰ��������dB(A) |
89 |
89 |
������6̨���δ��ת��˫���� 4̨���δ��ת�� |
|
�������������dB(A) |
84 |
84 |
���ȫ����ת���������������������������С� |
5����
���ݸ���ǰ�������������ݶԱ�,��������ԭ�������½���5dB(A),�ﵽ�˹��ҹ�ҵ��ҵ���������(GBZ1-2001),85dB(A)���¡�Ϊ���������ֳ�����,���ƹ���������ά��ְ���������������������������������Ч�档����Ȼ��������Ϳ�Ŀ���ṹ����������»�ԭ�ۻ��ʣ��Ӷ��ٽ��ս��ǿ�ȵ���ߡ���̼�����ս�ָ����һ����Ӱ��,������̼������ߣ���Ʒ������������ת��ǿ�Ⱥ�����ϵ���½����ϲ��ڸ�������Ӱ��С��
(3) ����ʸ��ս�����ʵ�ʣ��ڸ������²�ȡ���˵��ս��ƶȣ����Ը����սᾭ��ָ�ꡣ�ӱ�1���Կ���������ʽ¯����̨����ʵ��������95�ֱ������Ҳⶨʱ˫������4̨���δ��ת����������6̨���δ��ת�����ȫ����ת����������������
(4) 2.2������������ڵ�����
�����ֳ��˿�,����������ڲ��Ѵ���ʴ,�ڱ�С�״ֶ���,�������ڲ��ֽṹ���Ӵ�����,��������©������������������Ϊ����Ч�����õ���Ҫԭ��Ϊ��1���������Ϊ�����������ת�ٸ�(2900rpm),������(��28000m*123/h)���Dz�����������Ҫԭ��
2������������������ȱ��:�ṹ���ڲ��ṹΪΪֱͲ�Σ��ڲ����迹װ�ã���������������Ŀ�������̫�죬����������������еĽӴ�ʱ��϶̣�����Ч����Ȼ���ã�
3���������������ѡ����:�ְ������̼ͨ����